weld defects), repair methods that involve minimal or no lost
production time can be viable. These methods are collectively
referred to as live repair.
Pipeline repair state-of-practice
Repair systems for subsea pipelines need to work within a
10 - 20 year perspective. Challenges of offshore pipeline repairs
increase significantly with increasing water depth. Divers have
historically performed most shallow water repairs – in deeper
waters, pipeline repairs have to be conducted via remotely
controlled technologies. Most subsea and onshore pipeline
repair technologies involve fittings that can be connected to
the pipeline via mechanical means or welding, such as couplings,
clamps, T-branch connections and in conjunction with use of
isolation plugs. In some geographic regions, specific technical
challenges and technology gaps can apply, and stakeholders
can benefit from the establishment of an emergency pipeline
repair system (EPRS) as a repair preparedness strategy. Additional
logistical challenges also apply if the offshore repair operations
involve isolating topside on a production platform. To date,
there are very few options for deep and ultra-deepwater
pipelines repair.
Compared to its offshore counterpart, onshore pipeline
repair generally involves a wider range of options, including
tight-fitting split sleeves, encapsulations, bolt-on repair devices,
and fibre-reinforced composite wraps.
Before the repair operation takes place – onshore or
offshore – a series of planning and operations are typically
required to determine the extent and cause of the damage,
site preparation and intervention, and planning of the repair
operation. It is important to assess the criticality and stability
of the damage and proposed repair techniques in a live repair
situation. Pipeline integrity, i.e. maintaining the safety, reliability
and efficiency of the pipeline should be at the centre of the
entire repair operation. Increasingly, advanced 3D nonlinear
finite element mechanical and thermal analyses are being
used for pipeline integrity assessment, which requires in-depth
knowledge of the tools available.
DNV-RP-F113 (2007) Recommended Practice (RP) is widely
referenced for the qualification of fittings and systems used for
pipeline subsea repair and/or modifications and tie-ins. The RP
includes aspects relating to the design, manufacture, installation,
and operation of such fittings and systems. The maintenance and
modification technology on offshore pipelines has developed
since the publication of the RP to accommodate deeper and
harsher environments, and to reduce downtime. Therefore,
a fast-track joint industry project (JIP) has been launched by
DNV GL to update this RP in order to capture the latest best
practices, experiences and expertise from the main providers
and operators of pipeline repair equipment and tools, and to
formalise criteria and procedures on pipeline subsea repair into
an internationally recognised standard.
Material considerations in welded live repair
strategies
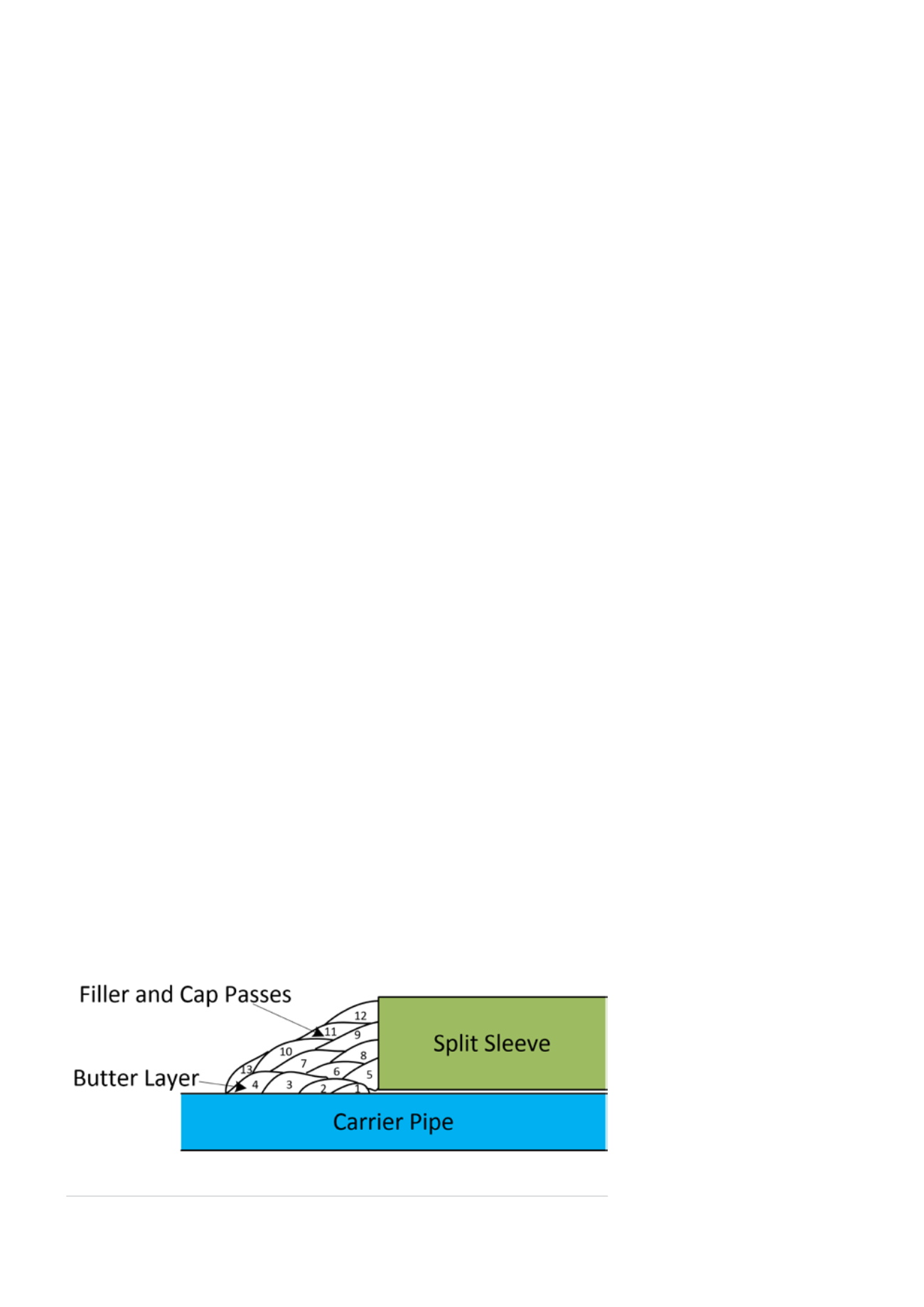
For all pipeline repair operations involving welded sleeves, the
circumferential welds attaching the sleeve to the carrier pipe
are the most critical. These welds are usually performed using a
one or two layer buttering before completion of the fillet welds
(Figure 1).
It is important that the pipe has a good weld-ability to
ensure that an acceptable HAZ hardness is obtained in view
of the forced cooling caused by fluid flow and the habitat
atmosphere and pressure.
Weld thermal simulations are usually performed to check
flow, required welding conditions, and preheating temperature.
To run such simulations, tools such as the Pipeline Research
Council International (PRCI) hot tap software is required. The
weld cooling time, defined as the time taken for the weld seam
and adjacent heat-affected zone to cool between 800 - 500°C,
can be estimated based on the welding parameters such as the
pipe temperature, flow velocity, pressure, pipe and sleeve wall
thickness. The maximum HAZ hardness can either be estimated
based on the weld cooling time value and the PRCI hot tap
simulation tool, or directly using the Yurioka formulae.
For hyperbaric welding conditions under high pressure and
HELOX atmosphere (diver assisted welding down to 180 m) or
remotely controlled GMAW processes (100% Ar down to
1300 m), additional cooling effect is experienced and the effect
of habitat atmosphere and pressure must be combined in the
weld cooling time computations.
For subsea pipelines designed and constructed to DNV-
OS-F101, there are restrictions on the steel carbon content, i.e.
0.12% weight and a typical Pcm value of 0.22 for a SAWL 450
grade pipe. These restrictions on the chemical composition
generally would allow acceptable HAZ hardness (325 HV10
for sweet conditions) to be met even for hyperbaric pipeline
repairs. For pipeline grades specified for sour conditions, such
as grade SAWL 450 S (suffix S for supplementary sour service
requirements), the maximum carbon content is more stringent at
0.10% weight.
A preferred practice for pipeline
sleeve repairs would be to select a
modern low carbon steel line pipe
material, either thermo-mechanically
controlled processed (TMCP) or QT
for the sleeve manufacture. This would
ensure weld-ability of the sleeve and
prevent high hardness in the sleeve
HAZ that usually depends on sleeve
thickness.
The above refers to repair welding
on subsea pipelines designed and
Figure 1.
Typical sleeve fillet weld shown with a one layer buttering deposited onto the
carrier pipe before completion of the root (pass five) filler and capping passes.
36
World Pipelines
/
MARCH 2016


