HYDROCARBON
ENGINEERING
26
from the pipeline quality natural gas they receive for
liquefaction, so that such natural gas is capable of
being safely and effectively liquefied in the
liquefaction trains. CO
2
, water and heavy
hydrocarbons could freeze within the cold sections
of the natural gas liquids (NGL) extraction unit at the
PTF, or the downstream equipment at the LQF.
During startup activities, it is common practice to
flare off-specification gas until the correct
parameters of pressure and temperature are obtained
within the entire pretreatment train. This activity can
last several days. To prevent flaring off-specification
gas, the pretreatment trains include headers that will
allow the off-specification gas to be recycled in a
closed loop, not only during the startup phase but
also during operation, as shown in Figure 1.
Regenerative thermal oxidiser
A key part of the pretreatment facility is the acid gas
removal unit that eliminates CO
2
, H
2
S and other
undesirable contaminants from the natural gas to
make it suitable for the liquefaction process. These
contaminants are treated before being released into
the atmosphere. A regenerative thermal oxidiser
(RTO) from Eisenmann Corporation is used to remove
the volatile organic compounds (VOCs), including
aromatics with a minimum destruction removal
efficiency of 99% and 99% conversion of inlet H
2
S to
sulfur dioxide (SO
2
). The RTO is coupled with an
integrated scrubber and wet electrostatic
precipitator (WESP) to remove the SO
2
with a
minimum removal efficiency of 97.2% and particulate
matter to obtain the desired opacity in the exhaust
gas stream. Some sulfuric acid (H
2
SO
4
) mist will be
formed as part of the conversion process – this is
responsible for the visual plume in vents stacks.
Therefore, to stay within the stringent levels of
visible opacity in the waste stream, a dual field WESP
was added, resulting in an effective removal
efficiency that meets best available control
technology practices. An additional feature of the
RTO is the natural gas injection system with ultra low
NO
X
burner technology, which has 15% lower fuel
consumption in comparison with conventional
burners, and provides for reduced NO
X
emissions.
Recovery of propane and mixed
refrigerant
It is expected that during planned maintenance of
the main refrigerant compressors and other pieces of
equipment, it will be necessary to evacuate the
refrigerants from the liquefaction train to facilitate
safe maintenance activities. In the majority of the
existing liquefaction facilities, the mixed refrigerant is
flared and the propane is flared or recovered back to
storage.
The Freeport LNG liquefaction project
refrigerant recovery system is designed to inject
both vapour and liquid inventories of mixed
refrigerant (a multicomponent refrigerant with
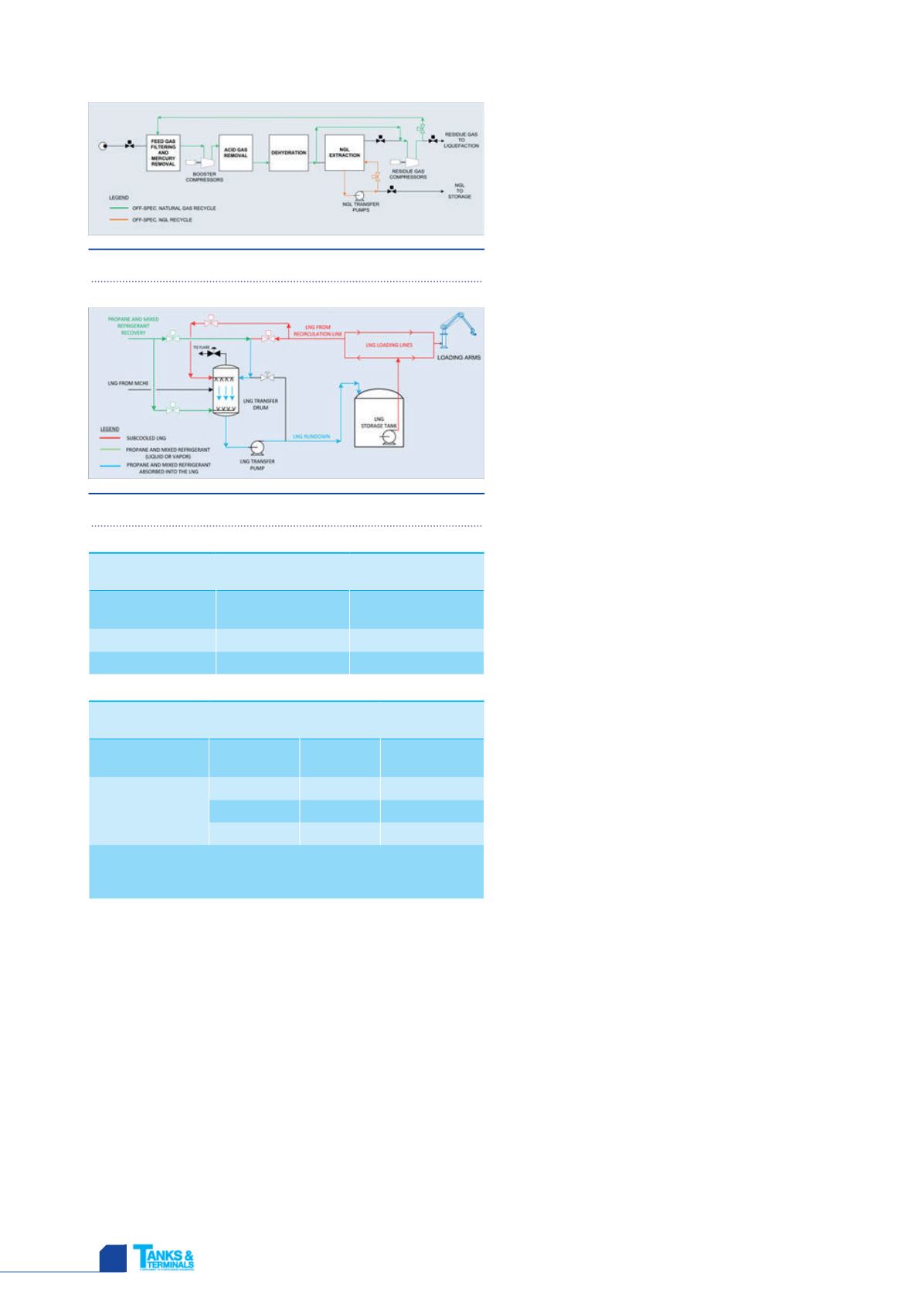
Figure 1.
Simplified pretreatment facility block diagram.
Figure 2.
Propane and mixed refrigerant recovery concept.
Table 1.
Expected refrigerant recovered per
liquefaction train
Component
Liquid
(metric tonnes)
Vapour
(metric tonnes)
Mixed refrigerant
186
190
Propane
725
62
Table 2.
Estimated piping lengths and annual energy
savings
Area
Piping size
range (in.)
Length (ft)
Energy savings*
(kW-hr/y)
Liquefaction
6 - 8
4200
760 000
20 - 26
4000
1.3 million
Dock 2 LNG loading 26 - 32
9300
3.3 million
*Savings in compression power required to process the additional BOG
generated due to heat leak into the piping with conventional insulated
(foam insulation). VJP with vacuum level of 1 micron.
Island, utilising an existing dock (a second dock will be added as part
of the project), LNG storage (a third LNG full-containment tank will
be added as part of the project) and other equipment already in
operation. After the addition of the liquefaction capacity, the
terminal will still be able to operate in vapourisation and natural gas
send-out mode, if business conditions require it in the future.
Environmental stewardship is a standard of Freeport LNG’s
operations, and this has figured prominently during the design of
the liquefaction project. This article discusses some of the design
features that have been incorporated into the Freeport LNG
liquefaction project, with a twist of innovation that lessens the
impact on both the environment and the community.
Off-specification gas recycling capabilities
The pretreatment trains will be designed to remove
contaminants (CO
2
, H
2
S, water, heavy hydrocarbons and mercury)


