January 2016
Oilfield Technology |
59
words, it is a one-valve-fits-all solution designed
to help simplify the process of specifying valves for
future projects.
Small bore valves are being developed in
different configurations to allow both flange,
weld and threaded end connections. Once they
pass approval testing, they will be used on
subsea applications including test, isolation and
chemical-dosing lines.
Developing a new valve to handle this cutting
edge application is a complex process which can
take several years from beginning to end, and a
range of factors, including materials challenges,
budgetary constraints and lengthy approval testing
programmes must be addressed.
Material challenges
The two biggest threats to the performance of
an HPHT valve are formation of stress fractures
in the valve’s casing – a situation which could
lead to fast-fracture burst conditions – and less
potentially catastrophic but just as important,
leak paths through the seals allowing the
material being carried to slowly escape into the
environment.
Attempting to contain fluid at pressures
approaching 20 000 psi and temperatures of over
200˚C with zero risk of either of the above hazards
occurring pushes material characteristics to their
limit. With potentially highly sour internal fluids
and an external environment with high levels of
chlorides and hydrogen, only some of the nickel
alloys can be used. However, much of the data on
their material properties, such as fatigue, fracture
and corrosion properties for these materials is not
widely available.
Cutting-edge metals like Alloy 725 and 925 are
being used in valves more and more in the past
five years or so to meet these challenges.
The other area in which high pressures and
temperatures push materials to the limit is the
gland seal of valves – the material between the
spindle and bonnet which forms a seal. Due to
the composition of the working fluid, designers
are highly restricted in the polymeric materials
available to be used. Combined with the reduced
physical resilience at the high pressures and
temperatures makes it a significant challenge to
achieve the guaranteed perfect seal required.
Chemical impurities
The quest to find new energy reserves to extract has also
created a parallel materials technology challenge for valve
development – the need to deal with oil and gas that is less
chemically pure.
While the hydrocarbons from which crude oil is mostly
composed are non-corrosive, impurities like sulfurous
compounds, water, carbon dioxide, salts and colonies of
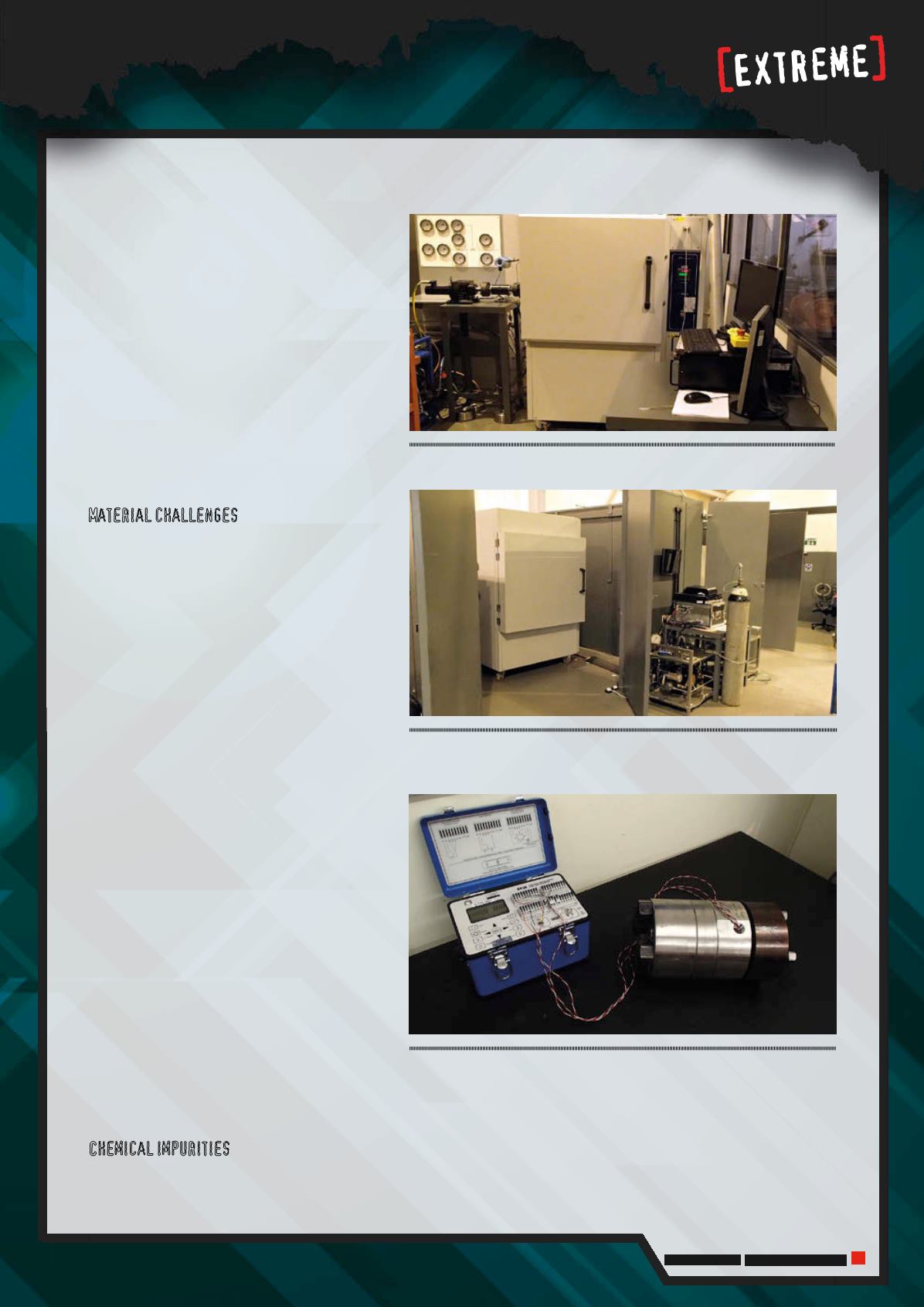
Figure 1.
A dynamic valve testing facility at Oliver Valvetek.
Figure 2.
A temperature test facility at Oilver Valvetek capable of simulating
conditions of +250 to -60˚C.
Figure 3.
AnHPHT valve undergoing 3-axis straingauge testing.


