oil and gas pipelines. Now, they’re also being used on some
utility installations.
“Just here in the past year we started using reclaimers
with our smaller rigs in certain conditions,” says Jim
Watland, Operations Manager for Dakota Utility
Contractors, which is based in Texas and performs utility
and pipeline HDD installations. “That helps us reuse the
water and reuse the chemicals.”
Second, contractors are sometimes using multiple
reclaimers on a single job, most often positioning one by
the drill and the other at the exit pit. This is most common
on larger diameter and lengthy bores when it’s difficult
to get from one side of the project to the other. Another
factor is the distance to the nearest dump site.
How reclaimers work
Drilling fluid helps create hole stability
and suspend and carry cuttings, making it a
critical component of a bore.
Reclaimers should not be confused
with mixing systems. A mixing system
supplies water mixed with drilling fluid
additives downhole to aid the drilling
process and maintain the integrity of the
opened hole. A reclaimer has an onboard
mixing system, but its primary purpose is
to recycle the used drilling fluid in order
to reuse that fluid. A reclaimer is made up
of hydro-cyclones, shakers and screens —
collectively referred to as solids control
equipment — that separate solids out of
the fluid and recirculate reusable fluid,
consisting of bentonite, water and other
additives, back into the active fluid system.
Large reclaimers are typically defined
as units that deliver fluid to a drilling rig
at a flow of 400 gal./min. (1514.1 l/min.)
or greater. They have three tanks that function in each
of the three stages of the reclamation process: scalping,
desanding and desilting. Fluid is transferred to the
different stages by centrifugal pumps.
Smaller reclaimers, with cleaning capacities of
350 gal./min. (1324.9 l/min.) or less, sometimes have two
tanks and skip the desanding stage by transferring fluid
directly to the desilting stage.
The first stage is the scalping pass, which is achieved
by the primary shakers. Scalping shakers receive 100% of
the flow that is pumped into the system from the return
pit. Scalpers are not meant to remove all the solids from
the mud, just enough so the downstream equipment can
work to its utmost efficiency.
The second stage, desanding, and the third, desilting,
are accomplished by feeding the scalped fluid into
polyurethane hydro-cyclones (or more simply put, ‘cones’)
at a predetermined pressure. Once the fluid enters the
cones, the fluid starts spinning on the inside wall. As this
fluid spins, heavier solids move toward the outside wall
and the lighter solids and fluid occupy the middle. The
heavier solids feed to the bottom of the cone where they
are then deposited on a shaker for further drying and for
the extraction of free liquid where possible. Finally, solids
are sent toward the end shakers and sent to a pit or roll-
off box for disposal.
As a rule of thumb, process rates for the cones should
be double that of the incoming fluid. This process allows
the cones to have another chance at extracting any
stubborn solids and also dilutes the solids’ loading ratio so
the cones can work more efficiently. It is only at this point
that the drilling fluid is ready to be received back into the
drilling process. A pump will send the cleaned fluid to a
Figure 2.
The growing use of reclaimers is worldwide trend. In fact, drilling fluid
regulations are more strict in Europe than in North America.
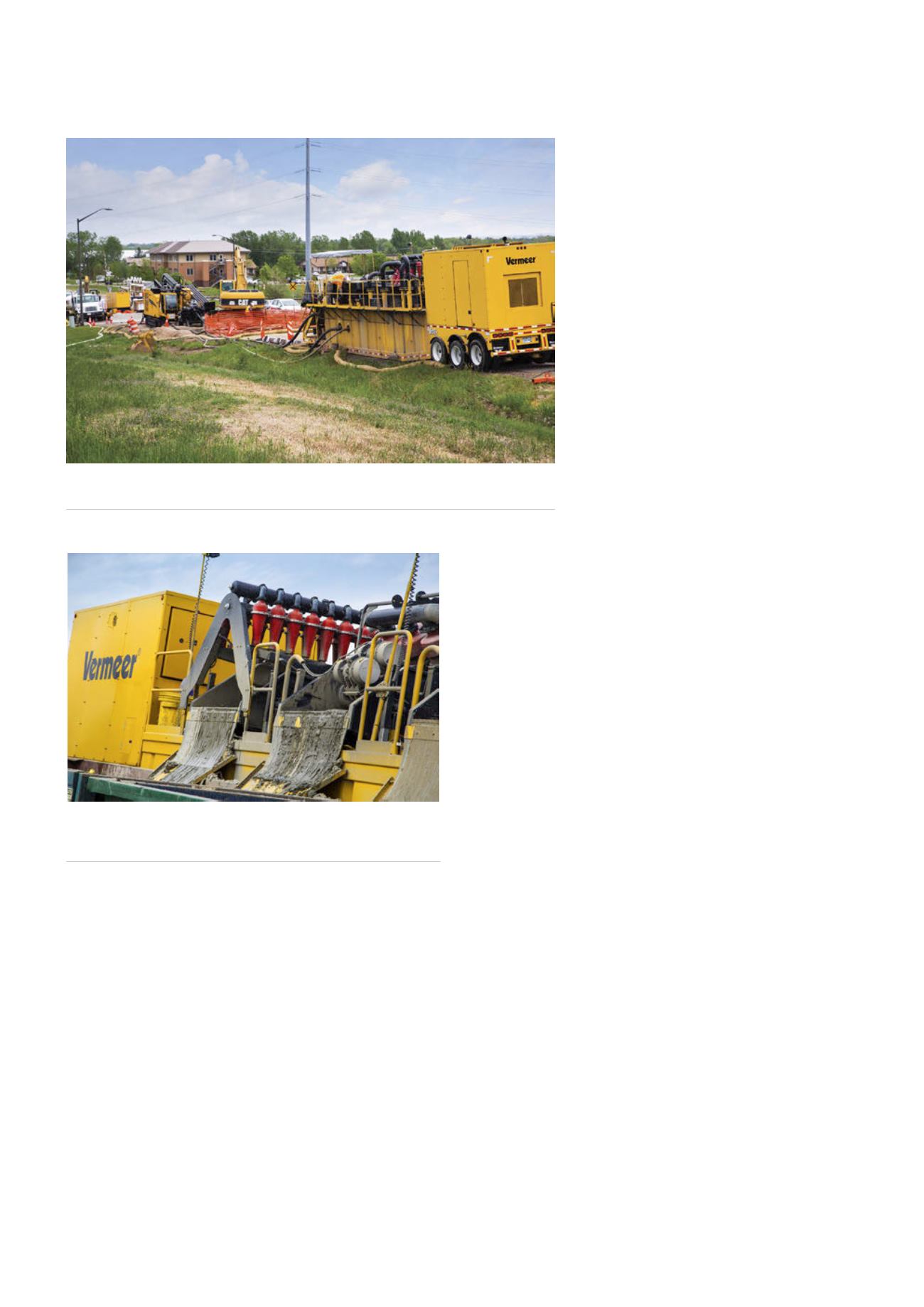
Figure 3.
A series of shakers, cones and screens on a reclaimer
filter out solids from fluid, with the cleaned drilling fluid able
to be used again.
82
World Pipelines
/
MARCH 2016


