of loose powdery residue on the coating’s surface is known
as chalking. The extent of chalking depends on the extent
of the direct exposure to UV radiation, the intensity and the
duration of the UV radiation, and the availability of water on
the coating surface.
1
The two main FBE properties affected by chalking are
thickness and flexibility. When chalking occurs, the coating
itself is actually degrading, which leads to a loss in overall
coating thickness over time. Historical observation suggests
that this thickness loss typically begins within 9 - 18 months
after chalking commences.
2
The typical rate of thickness loss
due to chalking is 10 - 40 mm/y.
Sections of pipe stockpiled in Alberta (Canada) and North
Dakota (USA) were analysed for thickness and flexibility after
16 - 21 months of exposure. Results showed a 25 - 50 mm
thickness loss and a significant decrease in flexibility that
failed the 2.5˚ pipe diameter flexibility requirements outlined
in CSA Z245.20-98. No significant differences were observed
regarding cathodic disbondment, adhesion or impact
properties. From this study it was determined that FBE
coatings should be protected in some manner if exposure to
UV radiation for periods over one year is anticipated.
UV protection options for FBE coated line pipe
Many different practices are used in the coatings industry
to help reduce the effects of chalking on FBE coatings. One
popular option consists of shielding the FBE coating with a
physical cover or tarp. This option provides good protection
but can prove to be expensive and storing covers when not
in use can be inconvenient. Tarps can be difficult to utilise
over long stretches of pipe or in environments consistently
exposed to high wind.
Whitewashing the FBE coated pipe with a liquid UV
resistant coating is a less expensive option, however the
process must be completed offline of the FBE powder
application process and can prove to be very messy. In
addition, this process requires a long drying time before
the pipe can be marked for identification. If the FBE coated
pipe is stored for a great deal of time or used in above
ground application, whitewashing often has to be repeated.
Compatibility concerns also exist between whitewashing and
FBE coatings.
A simple and effective manner of building UV resistance
in coatings is using a dual layer powder coating consisting
of an FBE corrosion coat and a UV resistant top coat. The
UV resistant top coat can be applied directly after the
application of the FBE powder coating allowing for easy and
clean applications, as well as good interlayer adhesion. Nap-
Gard® Sol-Gard (PCW601S9) manufactured by Axalta Coating
Systems is a UV resistant top coat suitable for protection
over Nap-Gard single layer FBE or dual layer FBE systems.
This fast curing, thermosetting polyester coating is capable of
protecting FBE coatings from UV deterioration in both above
ground applications or during storage.
Design of Sol-Gard
For approximately two decades, dual powder FBE systems for
pipe coatings have been used in corrosion protection. Because
the epoxy resins used in most standard FBE coatings are
Bisphenol A (BisA) based, resin suppliers have limited choices
in the tailoring of resin structure and properties, especially
for UV resistance. But unlike BisA based epoxies, there are a
variety of monomer choices for polyester resins that provide
the optimal reactivity and other useful properties needed,
such as hardness, flexibility, weatherability and gloss.
FBE coating applications require certain speeds in order
to be productive, which includes a quench time of usually
less than 3 mins. To meet these requirements, the polyester
powder top coat must meet the following criteria:
)
)
High reactivity to meet application speed.
)
)
Excellent exterior durability.
)
)
Good flexibility for field bend during pipe installation.
)
)
Good adhesion to corrosion protection layer.
Application Procedure
Polyester powder top coats are not designed to be corrosion
protection coatings, and therefore should only be used in
conjunction with single-layer FBE coatings. As with dual FBE
powder systems, it is critical to follow the proper procedures
for application in order to achieve the desired coating
performance.
)
)
Cleanliness: grit blast to NACE Near-White specifications
(Swedish Standard Sa 2.5).
)
)
Profile: grit blast to angular profile 50 - 112
μ
m.
)
)
Application:
y
y
Preheat the pipe to 232 - 253˚C (450 - 488˚F).
y
y
Apply the single layer FBE or dual powder system using
electrostatic spray or flocking application.
y
y
Apply the Sol-Gard using electrostatic spray or flocking
application immediately after the FBE or dual powder
system. The basecoat must be at or above 218°C (425°F).
A separate reclaim system is required to eliminate
contamination of the FBE powder.
y
y
Water quench the pipe after allowing sufficient time
for proper cure.
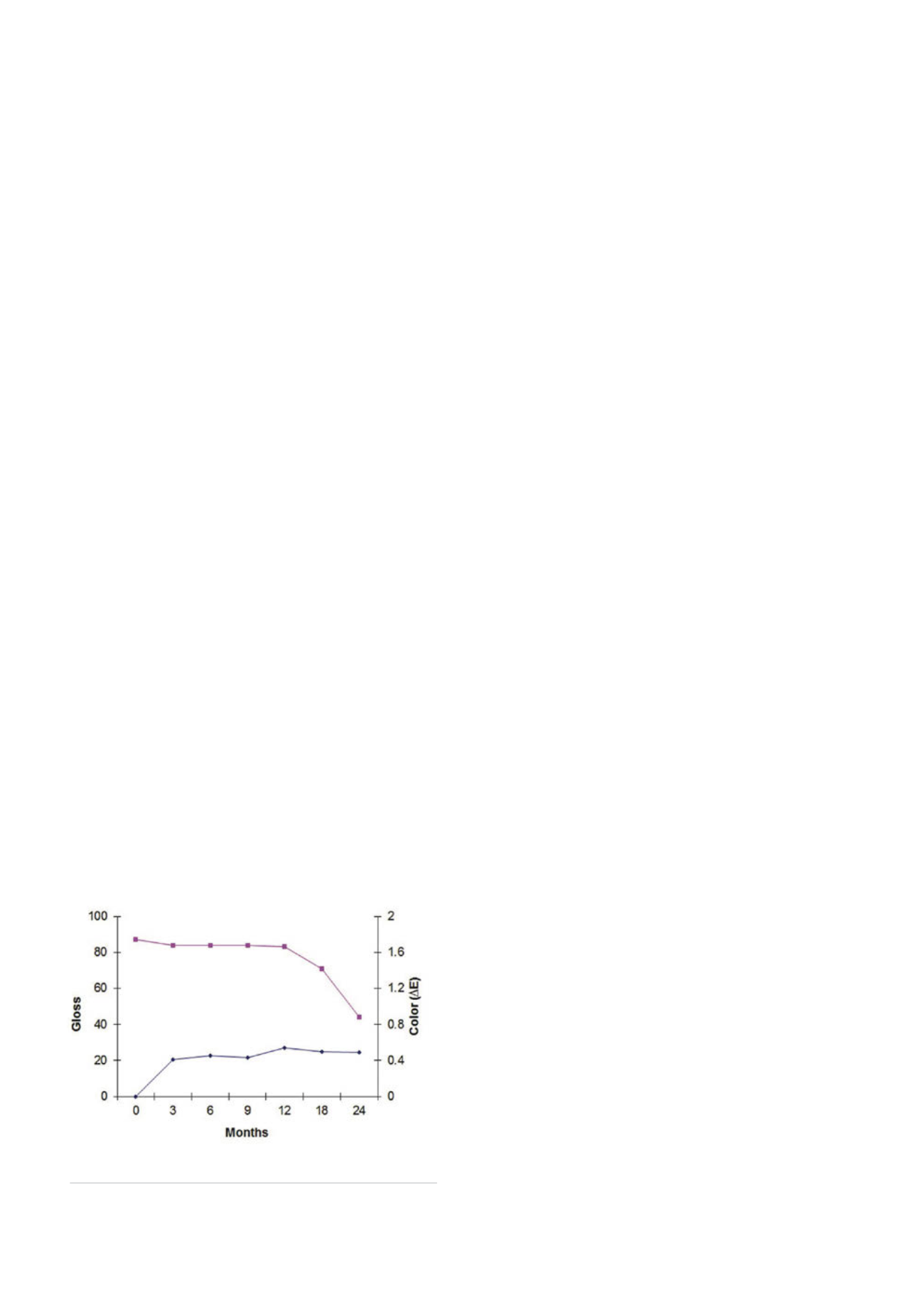
Figure 1.
Gloss and colour change after Florida weathering
exposure.
22
World Pipelines
/
FEBRUARY 2016


