Results and discussion
Weathering
Because polyester is the main binder system in the top coat,
various UV protection formulation adjustments were made
to improve Sol-Gard reactivity and ensure it meets the
coating application and pipeline installation requirements.
A two year weathering test in Florida (USA) was completed
to study the changes when Sol-Gard coating was exposed
to the local weather conditions (Figure 1). To complete this
test, coating coupons were sent to a testing lab where gloss
(60˚) and colour were studied every three months for the first
12 months. This testing was then repeated every six months
afterwards for up to two years.
The results showed no gloss change for the first 12 months.
In fact, initial gloss was approximately 85 and results indicated
that the gloss rate was still over 80 after the 12 months had
passed. After two years of exposure, the gloss level dropped
to over 40 while the overall coating integrity remained strong.
A minor visible colour change did occur as indicated by the
colour change index Delta E that was still well below 1.0.
Application trial
The FBE and polyester dual powder systems were applied at
a customer’s coating line without any issues. The pipe was
Table 1. Dual powder system test results
Test
Acceptance
criteria
Results
Cathodic
disbondment
(24 hr/3.5V/65˚C)
≤
6.5 mm
3.0 mm 3.2 mm Pass
Adhesion
(24 hr/75˚C)
1 - 3 rating
1
1
Pass
2.5˚ flexibility at
-30˚C
No cracking or tear Pass Pass
Pass
3.0J impact at -30˚C No holidays
Pass Pass
Pass
Interface porosity 1 - 4 rating
2
2
Pass
Cross-section
porosity
1 - 4 rating
2
1
Pass
DCS cure
Δ
Tg <5˚C
0.4˚C 0.2˚C Pass
Surface
contamination
≤
35%
10% 15% Pass
Figure 2.
Water soak and cathodic disbondment of the dual
powder system.
Figure 3.
Impact and flexibility of the dual powder system.
preheated to 239˚C (463˚F). The first layer applied was FBE
corrosion coating at 355.6
±
50.8
μ
(14
±
2 mm), followed by
Sol-Gard powder coating at 76.2 - 101.6
μ
(3 - 4 mm). With
a CSA gel time of 28
±
6 secs for the top coat, the dual
powder system was fully cured in 90 secs (quench time).
DSC cure data indicated the Delta Tg was less than 0.5˚C,
which was well below the requirement of less than 5˚C
(Table 1).
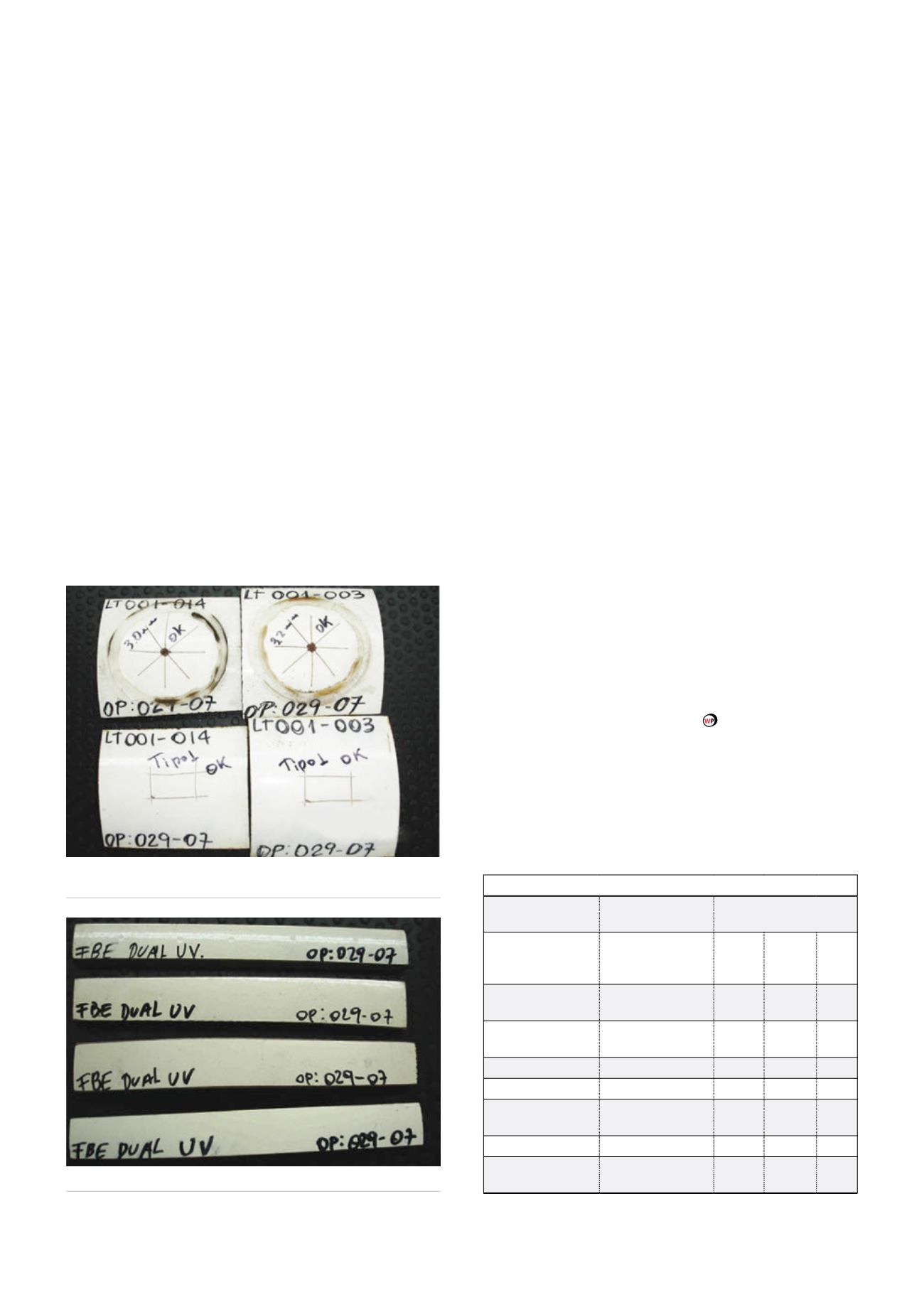
Figure 2 shows the 24 hr/75˚C water soak adhesion and
24 hr/65˚C/3.5V cathodic disbondment test results for the
trialled ring samples. Water soak adhesion for both tested
coupons were rated as 1 after the 24 hr/75˚C test and
the cathodic disbondment results were 3 mm and 3.2 mm,
which are within the specification of 6.5 mm.
The coupons were also tested for impact and flexibility
requirements. The test’s outcome on the dual powder
system showed a passing rate of 3.0J on impact and 2.5˚/
PDL flexibility requirement, both at -30˚C.
Impact results are depicted in the top two coupons
of Figure 3 and flexibility findings are found in the bottom
two coupons. Coating porosity, surface contamination
and degree of cure were also evaluated with satisfactory
results. Table 1 summarises all test results.
Summary
The key to successful UV protection for coated line pipe
is a combination of an FBE single layer or dual layer FBE
system followed by a polyester powder top coat. Dual
powder systems using Sol-Gard are generally very easily
applied in the current pipe coating line without any issues
and produce excellent interlayer adhesion. Testing has
confirmed that Sol-Gard meets the desired flexibility and
field bend requirements and is recommended for use
whenever UV radiation is a concern.
Bibliography
1.
KEHR A.J., Fusion Bonded Epoxy (FBE): A Foundation for Pipeline Corrosion
Protection, NACE International, 2003.
2.
CENTINER, M., Singh, P., and ABES, J., Stockpiled FBE - Coated Line Pipe Can
Be Subject to UV Degradatio,. 2001.
24
World Pipelines
/
FEBRUARY 2016


