Documentation and execution
Once the line is confirmed piggable the execution phase
requires a comprehensive range of documents, which could
include:
)
)
Health, Safety and Environment (HSE) policies.
)
)
HAZID review documents.
)
)
Material safety data sheets.
)
)
Project, inspection vendor and waste disposal method
statements.
)
)
Site pigging procedures.
)
)
Lifting plans.
)
)
Pig run contingency planning.
)
)
Inspection vendor equipment lists.
)
)
Reference drawings.
)
)
Project plans and relevant project documents.
)
)
Contact lists.
)
)
Post run decontamination procedure (NORMS, mercury,
benzene etc. can all contaminate pipeline pigs).
Prior to mobilisation, a factory acceptance test (FAT)
should be performed with the ILI vendor to identify any
issues prior to incurring costly mobilisation charges. On
a recent FAT visit I captured the inspection tool vendor
preparing to mobilise a lower specification tool than that
specified, something an inexperienced operator might have
missed.
So now you have got your people in-country, all the
required training is complete, the inspection tool is at the pig
trap and the technician informs you there is an issue with the
tool and it cannot therefore be run.
OK, this may be an exceptional circumstance, but it
does happen. Reasons could include flat batteries, faulty
electronics, damage which occurred during transportation
and a host of other things. Sometimes these issues can be
resolved onsite, but what if the length of time to fix the
problem means you have missed the batch of product that
you were going to use to propel the tool?
Now assuming the pig has been run, then everyone
will be eager to know the outcome of the inspection with
the onsite technician under pressure to ‘tell me where
there’s a defect?’ from the often expectant client. Now,
the most you can expect from the field technicians onsite
is confirmation that the tool has or has not functioned
correctly, and whether it has or has not collected a full
data set.
Issues with incomplete data can be attributed to:
)
)
Debris in the pipeline – who was responsible for cleaning
the pipeline?
)
)
Damage to the inspection tool – a partially closed valve,
velocity excursions, wear and tear, etc. could all be
contributors.
)
)
Product issues, flow, velocity, pressure, temperature etc.
)
)
Onboard electronics issues.
)
)
Sensor issues causing data loss.
This list goes on. As inspection tools are in high demand,
some negotiation will often take place with the inspection
tool vendor, trying to persuade you to accept the degraded
inspection data. The implications of any decision to accept
data of a degraded quality need to be fully understood
along with the impact this will have on any future integrity
assessments planned.
With a large percentage of the world’s pipelines still
considered unpiggable for current inspection technologies,
a well-executed piggability study along with a well planned
and executed inspection programme will help fill in the
blanks for you and may just keep you one step ahead of the
regulator.
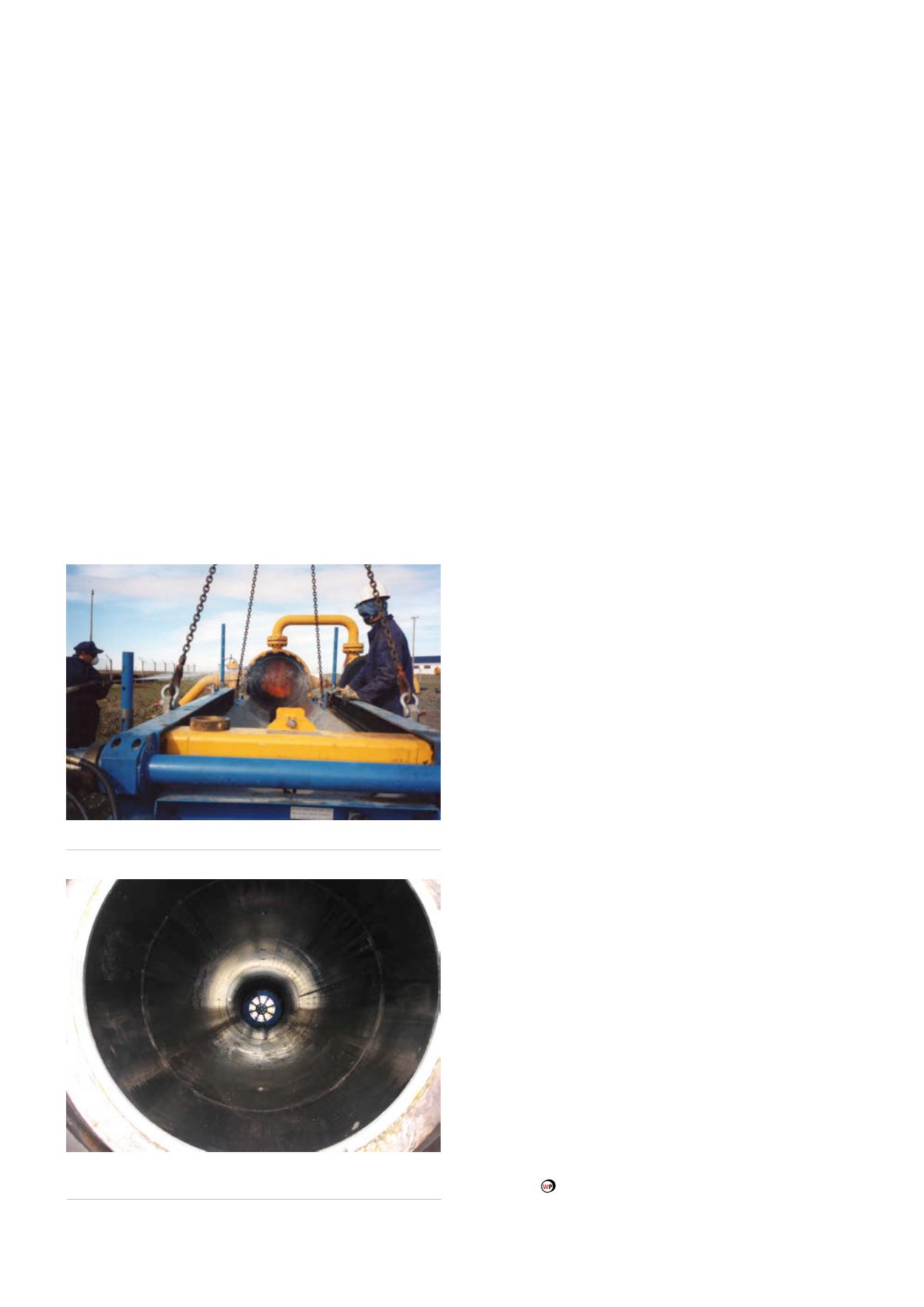
Figure 6.
Pyrophoric dust on fire inside the pig trap.
Figure 5.
The end goal, a clean pipeline and a successful
inspection.
94
World Pipelines
/
FEBRUARY 2016


