are not exceeded, and the process does not require special
materials to combat corrosion.
However, it is generally acknowledged that globe
valves contain inherent cavities that can easily promote
contamination and allow slurry material to become entrapped
in the body of the valve, disabling the valve operation. This
often prevents globe valves being specified for high purity or
slurry systems.
Applying anti-corrosion coatings
In order to provide corrosion or erosion protection to the
internal surfaces of the valve, the designer has the options
of either manufacturing the valve out of solid corrosion
resistant alloy (CRA) or by specifying the application of
a weld overlay clad layer onto the wetted surfaces. The
former option can become very expensive,
especially when considering the larger (12 in.
NB plus) and higher pressure rating valves. In
these cases it is generally considered more
cost effective to produce the valve bodies
and bonnets from carbon manganese or low
alloy steel and clad the wetted surfaces with
a CRA, which is best suited for the medium
and service to which the valve will be put.
As globe valves are castings, and
therefore able to be made into any shape
the customer wants, designers generally
try to keep the inlets and outlets at a
constant cross sectional area so that the
flow is uniform. This means valve inlets are
circular to match incoming pipework, before
changing to an elliptical or square section of
the same cross-sectional area, which keeps
the valve dimensions compact. When a globe
valve is cast, the internal shapes do not need
to conform to any axis, thereby causing
major challenges to the application of weld
overlay cladding to the internal surfaces.
Indeed the application of cladding needs
to deposited on surfaces which cannot be
directly viewed and in all welding positions
including overhead.
Whilst it can be difficult to apply
anti-corrosion coatings to the internal
surfaces of castings, a leading weld overlay
cladding specialist Arc Energy Resources has
successfully applied its specialised coatings
to globe valves for a number of different
companies and has, more recently, developed
special techniques with the co-operation
of globe valve manufacturers to apply
the coatings more cost effectively. These
techniques are also dramatically improving
the protection performance of the valves.
Commenting for Arc Energy Resources,
Managing Director Alan Robinson says: “We
have been applying corrosion-resistant
coatings to equipment in the oil and gas
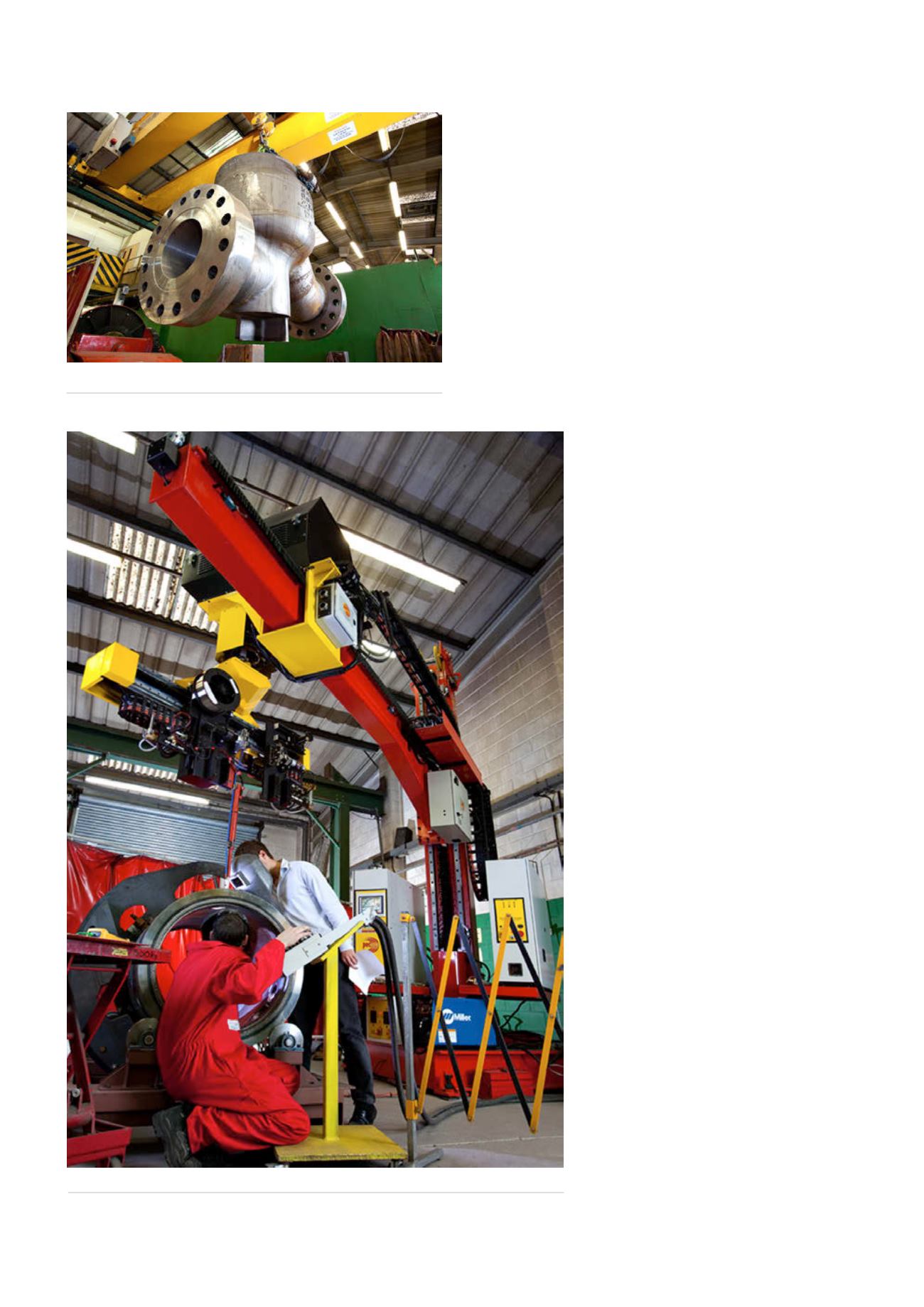
Figure 1.
Globe valve being positioned to commence cladding.
Figure 2.
Rotary head in operation.
82
World Pipelines
/
FEBRUARY 2016


